

Mehaaniliste süsteemide efektiivsuse ja pikaealisuse maksimeerimiseks on ketirataste valik ülioluline. Sukeldume materjalide, mõõtmete, konstruktsioonide ja hoolduse olulistesse aspektidesse, mis viivad teie tegevuse uutesse kõrgustesse.
Materjali valikMehaaniliste süsteemide optimeerimisel on ketiratta materjalide valik ülioluline. Soovite tagada, et teie ketirataste hammastel oleks piisav kontaktväsimustugevus ja kulumiskindlus. Seetõttu on sageli eelistatud kvaliteetne süsinikteras, näiteks 45 teras. Nende kriitiliste rakenduste puhul kaaluge parema jõudluse saavutamiseks uuendamist legeerterastele, näiteks 40Cr või 35SiMn.
Enamik ketiratta hambaid läbib kuumtöötluse, et saavutada pinna kõvadus 40–60 HRC, mis tagab nende vastupidavuse töö raskustele. Oluline on märkida, et väiksemad ketirattad haakuvad sagedamini kui suuremad ja taluvad suuremaid lööke. Seetõttu peaksid väikeste ketirataste jaoks kasutatavad materjalid olema paremad kui suuremate jaoks kasutatavad.
Löökkoormusi taluvate ketirataste puhul on madala süsinikusisaldusega teras suurepärane valik. Valuteras seevastu sobib ideaalselt ketirataste jaoks, mis küll kuluvad, kuid ei puutu kokku tugevate löökvibratsioonidega. Kui teie rakendus nõuab suurt tugevust ja kulumiskindlust, on legeerteras õige valik.
Õigetesse materjalidesse investeerimine ketirataste jaoks mitte ainult ei pikenda nende eluiga, vaid suurendab ka teie mehaaniliste süsteemide üldist efektiivsust. Ärge tehke kvaliteedis järeleandmisi – valige targalt ja vaadake, kuidas teie jõudlus tõuseb!
Peamised mõõtmed ja konstruktsioonivalikud
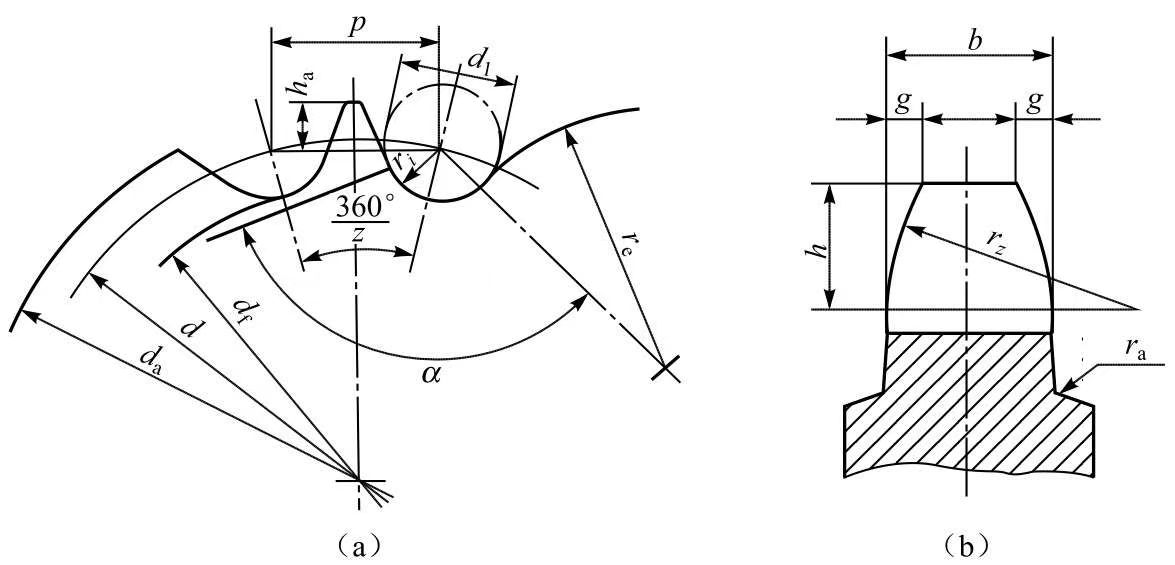
Optimaalse jõudluse saavutamiseks on oluline mõista oma ketirataste põhimõõtmeid. Peamised mõõtmed on hammaste arv, hammasringi läbimõõt, välisläbimõõt, hambajuure läbimõõt, hamba kõrgus hammasraja polügooni kohal ja hamba laius. Hammasring on ring, millel asub keti tihvtide keskpunkt, mis on ühtlaselt jagatud keti sammuga.Nagu allpool näidatud:
Ketirattad on saadaval erineva konstruktsiooniga, sealhulgas täis-, perforeeritud, keevitatud ja kokkupandud tüüpi. Sõltuvalt suurusest saate valida sobiva konstruktsiooni: väikese läbimõõduga ketirattad võivad olla täis-, keskmise läbimõõduga ketirattad on sageli perforeeritud ja suure läbimõõduga ketirattad ühendavad tavaliselt hammasrõnga ja südamiku jaoks erinevaid materjale, mis on ühendatud keevitamise või poltidega. Konkreetsete näidete saamiseks vaadake Goodwilli...ketirataskataloogid.
Hambadisain: efektiivsuse süda
Ketiratta hammaste arv mõjutab oluliselt ülekande sujuvust ja üldist eluiga. Oluline on valida sobiv hammaste arv – mitte liiga palju ega liiga vähe. Liigne hammaste arv võib lühendada keti eluiga, samas kui liiga vähe hammaste arvu võib põhjustada ebaühtlust ja suurenenud dünaamilisi koormusi. Nende probleemide leevendamiseks on soovitatav piirata väikeste ketirataste minimaalset hammaste arvu, mis on tavaliselt seatud väärtusele Zmin ≥ 9. Väikeste ketirataste hammaste arvu (Z1) saab valida keti kiiruse põhjal ja seejärel saab suure ketiratta (Z2) hammaste arvu määrata ülekandearvu (Z2 = iZ) abil. Ühtlase kulumise tagamiseks peaks ketiratta hambaid olema üldiselt paaritu arv.

Optimaalne ketiülekande paigutus
Kettülekande paigutus on sama oluline kui komponendid ise. Kettülekande tavapärane paigutus on näidatud allpool.
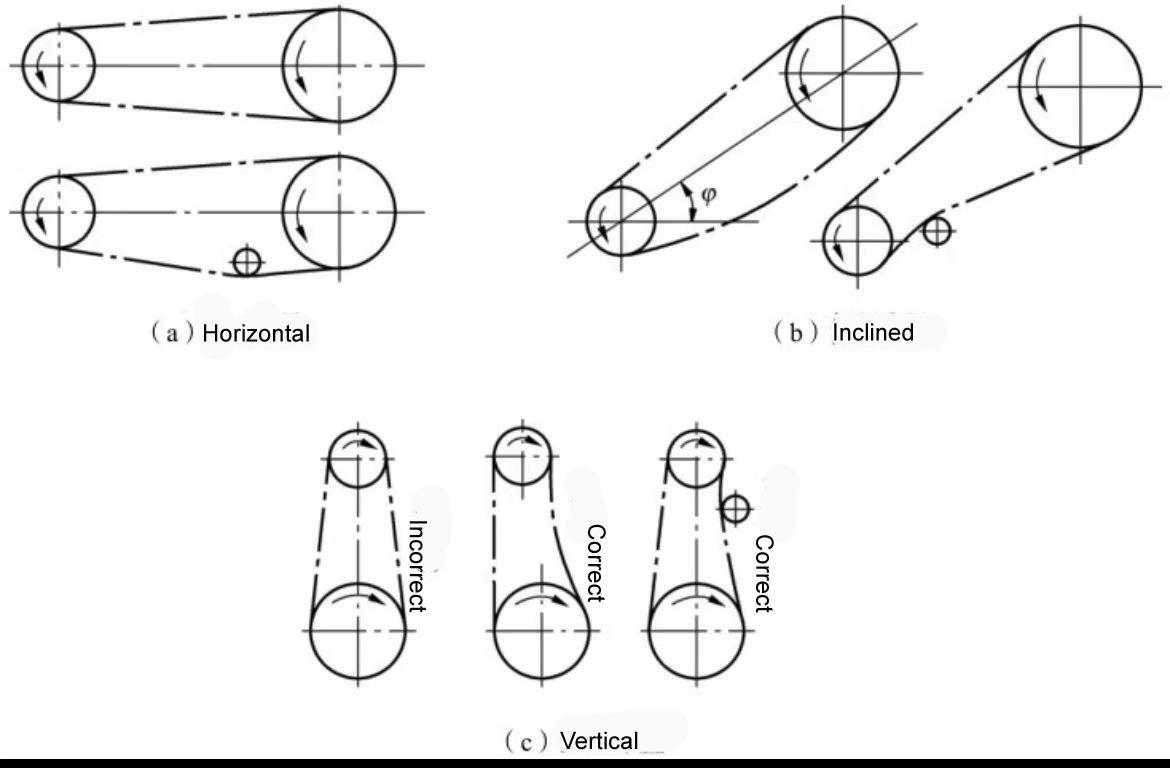
Horisontaalne paigutus: Veenduge, et mõlema ketiratta pöörlemistasandid oleksid samal vertikaaltasandil ja et nende teljed oleksid paralleelsed, et vältida keti lahtitulekut ja ebanormaalset kulumist.
Kaldus paigutus: Hoidke kahe ketiratta keskjoonte ja horisontaaljoone vaheline nurk võimalikult väike, ideaaljuhul alla 45°, et vältida alumise ketiratta halba haardumist.
Vertikaalne paigutus: Vältige kahe ketiratta keskjoonte 90° nurga all asetamist; selle asemel nihutage ülemist ja alumist ketiratast veidi ühele küljele.
Keti paigutamine: Asetage keti pingul külg üles ja lõtv külg alla, et vältida liigset rippumist, mis võib põhjustada ketiratta hammaste kokkupuudet.
Optimaalse jõudluse saavutamiseks pingutamine
Ketiülekande õige pingutamine on ülioluline, et vältida liigset longust, mis võib põhjustada halba haardumist ja vibratsiooni. Kui kahe ketiratta telgede vaheline nurk ületab 60°, kasutatakse tavaliselt pingutusseadet.
Pingutamiseks on mitmesuguseid meetodeid, millest kõige levinumad on keskpunktide kauguse reguleerimine ja pingutusseadmete kasutamine. Kui keskpunktide kaugus on reguleeritav, saab seda soovitud pinge saavutamiseks muuta. Kui mitte, saab pinge reguleerimiseks lisada pingutusratta. See ratas tuleks asetada väikese ketiratta lõtkupoolsele küljele ja selle läbimõõt peaks olema sarnane väikese ketiratta läbimõõdule.
Määrimise olulisus
Määrimine on ketiülekannete optimaalse jõudluse tagamiseks hädavajalik, eriti kiiretel ja rasketel koormustel. Nõuetekohane määrimine vähendab oluliselt kulumist, leevendab lööke, suurendab kandevõimet ja pikendab keti eluiga. Seetõttu on tõhusa töö tagamiseks ülioluline valida sobiv määrimismeetod ja määrdeaine tüüp.
Määrimismeetodid:
Regulaarne käsitsi määrimine: See meetod hõlmab õlikannu või pintsli kasutamist keti lõtva poolel asuva sisemise ja välimise lüliplaadi vahede määrimiseks. Soovitatav on seda teha üks kord vahetuse jooksul. See meetod sobib mittekriitiliste ajamite jaoks, mille keti kiirus on v ≤ 4 m/s.
Tilkõli määrimine: Sellel süsteemil on lihtne väliskest, kus õli tilgutatakse õlitopsi ja -toru kaudu lõtva poolel asuvatesse sisemise ja välimise lüliplaatide vahedesse. Üherealiste kettide puhul on õli etteandekiirus tavaliselt 5–20 tilka minutis, maksimaalset väärtust kasutatakse suurematel kiirustel. See meetod sobib ajamitele, mille ketikiirus on v ≤ 10 m/s.
Õlivanni määrimine: Selle meetodi puhul laseb lekkevaba väliskest ketil läbi suletud õlimahuti läbida. Tuleb olla ettevaatlik, et kett ei kastetaks liiga sügavale, kuna liigne kastmine võib põhjustada märkimisväärse õlikadu loksutamise tõttu ning õli ülekuumenemist ja halvenemist. Üldiselt on soovitatav kastmissügavus 6–12 mm, mistõttu sobib see meetod ajamitele, mille keti kiirus on v = 6–12 m/s.
Õli pritsimine õliga: See meetod kasutab suletud anumat, kuhu õli pritsitakse pritsmeplaadi abil üles. Seejärel suunatakse õli korpusel oleva õlikogumisseadme kaudu ketile. Pritsmeplaadi sukeldussügavus peaks olema 12–15 mm ja pritsmeplaadi kiirus peaks ületama 3 m/s, et tagada efektiivne määrimine.
Surveõlitamine: Selle täiustatud meetodi puhul pihustatakse õli ketile õlipumba abil, mille otsik on strateegiliselt paigutatud kohta, kus kett haakub. Ringlev õli mitte ainult ei määri, vaid pakub ka jahutavat efekti. Iga otsiku õlivarustust saab määrata keti sammu ja kiiruse põhjal, tutvudes vastavate käsiraamatutega, mistõttu sobib see meetod suure võimsusega ajamitele, mille keti kiirus on v ≥ 8 m/s.
Mehaaniliste süsteemide optimaalse jõudluse ja efektiivsuse saavutamiseks on oluline mõista ketiratta valiku ja hoolduse kriitilisi aspekte. Ärge jätke oma masinate edu juhuse hooleks – tehke teadlikke otsuseid, mis annavad püsivaid tulemusi!
Õigete materjalide, mõõtmete ja hooldusstrateegiate valimine on teie tegevuse sujuva ja tõhusa toimimise tagamiseks võtmetähtsusega. Nende tegurite tähtsuse järjekorda seadmisega saate pikendada oma seadmete pikaealisust ja töökindlust.
Kui teil on küsimusi ketirataste kohta või vajate asjatundlikku abi, võtke meiega julgelt ühendust aadressilexport@cd-goodwill.comMeie pühendunud meeskond on siin, et teid kõigis teie Sprocketiga seotud vajadustes abistada!
Postituse aeg: 21. november 2024



